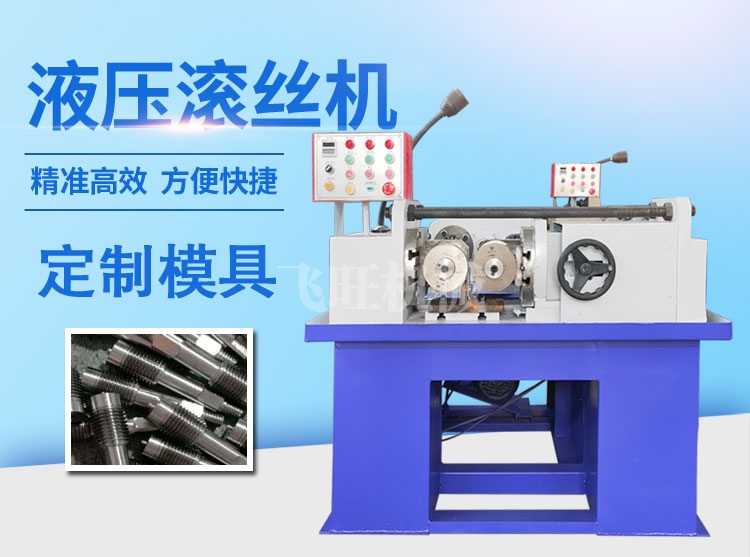
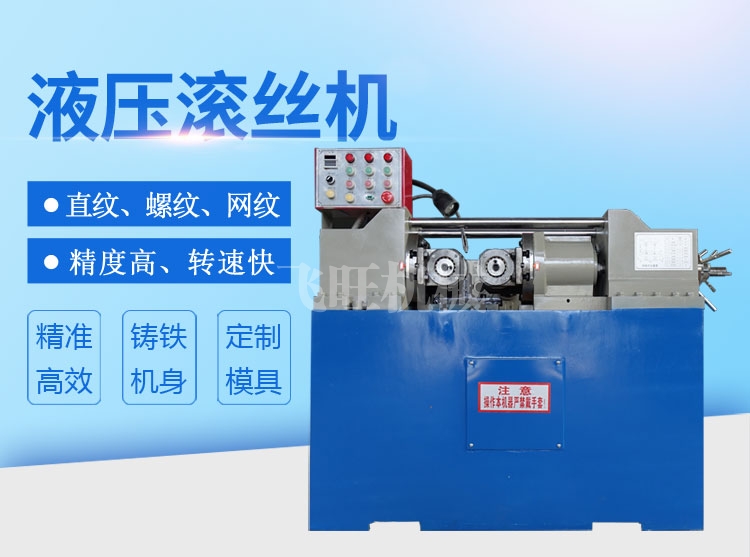
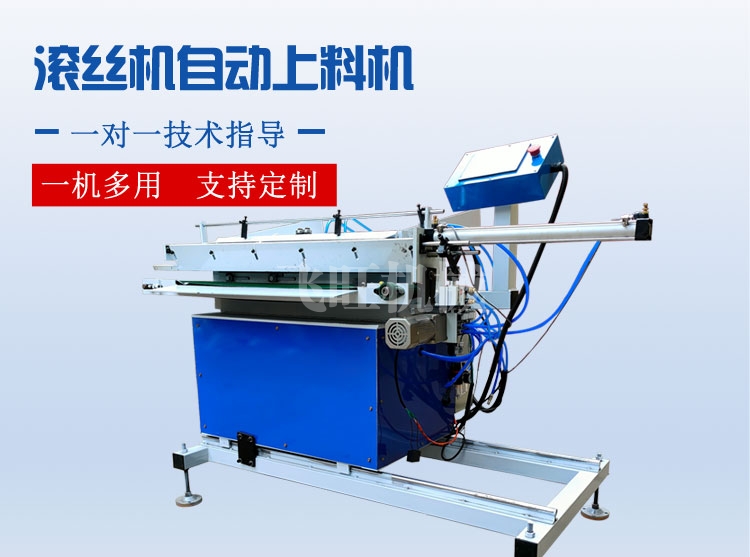
丝杠滚丝机
丝杠滚丝机刀具重磨与更换:1,刀刃会变钝,此时应将剥肋刀拆下,将刀具的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。2,剥肋刀刃口崩裂不能正常切削时,可更换新刀片,在更换新的滚丝轮时,调整螺距的垫圈必须安装正确,否则不能正常工作。3,滚丝轮滚轧一定数量的丝头后,因磨损牙形损坏,不能滚轧出合格

丝杠滚丝机刀具重磨与更换:1,刀刃会变钝,此时应将剥肋刀拆下,将刀具的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。2,剥肋刀刃口崩裂不能正常切削时,可更换新刀片,在更换新的滚丝轮时,调整螺距的垫圈必须安装正确,否则不能正常工作。3,滚丝轮滚轧一定数量的丝头后,因磨损牙形损坏,不能滚轧出合格













丝杠滚丝机刀具重磨与更换:
1,刀刃会变钝,此时应将剥肋刀拆下,将刀具的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2,剥肋刀刃口崩裂不能正常切削时,可更换新刀片,在更换新的滚丝轮时,调整螺距的垫圈必须安装正确,否则不能正常工作。
3,滚丝轮滚轧一定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
滚丝机使用注意事项:
1,冷却液体必须使用水溶性乳化冷却液,严禁使用油性冷却液,更不可用普通润滑油代替。滚压机应定期进行保养。
2,没有冷却液时严禁滚轧加工螺纹,机床的机壳必须可靠接地后再使用。
3,待加工的钢筋端部应平整,必须用无齿锯下料。且在端部500mm长度范围内应圆直,不允许弯曲,更不允许将气割或切断机下料的端头直接加工。
4,在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。
5,滑道及滑块应定期清理并涂油,减速器应定期加油,保持规定油位。
6,铁屑应及时清理干净。
7,冷却液体箱半月清理一次。
目前中国滚丝机行业销售收入排在前列的是邢台市,占整个滚丝机行业销售收入的较高的比重。未来中国滚丝机行业集中度会有所提高,企业规模逐渐扩展,研发技术断提升,飞旺滚丝机将逐步向布局合理的新场面开展。在行业竞争中,一些小企业将被淘汰,优秀企业会不断做大做强。
手机:13703195963 电话: EMAIL:luxiuwei@126.com
公司地址:河北任县邢湾区业区 技术支持:网站模板
任县飞旺机械制造厂 版权所有 Copyright (c) 2022 冀ICP备16002483号-1 xml地图
联系电话
微信扫一扫